- Text Size:





24 June 2009
Degating acrylic keypad buttons using Synrad lasers
 Traditional injection moulding processes create parts that are attached to a gate or sprue in the mould. The sprue is removed, ideally at or near the injection mould, so excess material can be reground, remelted, and reused. This process is performed using knives - either manually or robotically - punch presses, pneumatic cutters, or lasers. There are several important benefits to using lasers: first, the laser can be reprogrammed quickly and easily to degate new products or redesigned parts; and two, laser degating is a thermal process that tends to produce smooth edges versus mechanical methods that may leave a sharp edge at the trim point. With lasers, beam delivery to the part surface is accomplished using fixed or flying optics, by moving the laser, by moving the part, or by galvanometer beam steering.
Traditional injection moulding processes create parts that are attached to a gate or sprue in the mould. The sprue is removed, ideally at or near the injection mould, so excess material can be reground, remelted, and reused. This process is performed using knives - either manually or robotically - punch presses, pneumatic cutters, or lasers. There are several important benefits to using lasers: first, the laser can be reprogrammed quickly and easily to degate new products or redesigned parts; and two, laser degating is a thermal process that tends to produce smooth edges versus mechanical methods that may leave a sharp edge at the trim point. With lasers, beam delivery to the part surface is accomplished using fixed or flying optics, by moving the laser, by moving the part, or by galvanometer beam steering.
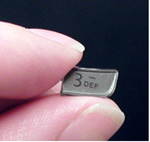
 In this application test, 1.21-mm thick (0.048") keypad buttons were cleanly degated using a SYNRAD sealed CO2 laser and FH Series marking head for beam delivery. The FH head was equipped with a 200 mm lens that creates a 290-micron (0.011") diameter spot with a 5 mm (0.196") depth of focus. Using the Synrad WinMark Pro laser marking software, a circle was drawn matching the radius of the keypad buttons and then modified Arc Start and Arc End properties to create an arc of the correct length and orientation to trim each button away from the moulded runner/gate assembly.
In this application test, 1.21-mm thick (0.048") keypad buttons were cleanly degated using a SYNRAD sealed CO2 laser and FH Series marking head for beam delivery. The FH head was equipped with a 200 mm lens that creates a 290-micron (0.011") diameter spot with a 5 mm (0.196") depth of focus. Using the Synrad WinMark Pro laser marking software, a circle was drawn matching the radius of the keypad buttons and then modified Arc Start and Arc End properties to create an arc of the correct length and orientation to trim each button away from the moulded runner/gate assembly.
For each Arc object, Power was set, duty cycle percentage, equivalent to 50 watts and set a degating Velocity of 203 millimetres per second (8 inches/sec). Based on a cycle time of 80 milliseconds (0.080 sec) per cut, the overall time required to trim each individual button (2 cuts total) is 160 milliseconds.
- Contact Information
- Name: Gary Broadhead
- Email: garyb@laserlines.co.uk