- Text Size:





18 October 2016
Case Study from Coherent: Laser Machining Nature's Hardest Material
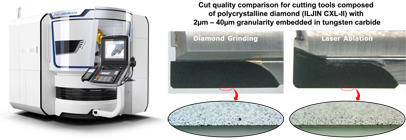
Image: The EWAG LASER LINE ULTRA (left) is a system for fabricating diamond tools. The photos compare a tool edge prepared using traditional diamond grinding with one produced using ultrafast laser ablation. The laser produced edge is smoother, with virtually no chips on the cutting edge.
Diamond, the hardest known material, is often used on the cutting edge of a tool to enable machining of other hard materials, such as glass, stone, sapphire and ceramics, as well as softer metals, including aluminum. Yet, diamond’s extreme hardness makes it difficult to prepare the precise geometry of a tool’s cutting edge.
Traditional approaches for forming the cutting edge are mechanical grinding and electrical discharge machining (EDM). But, grinding introduces undesirable microcracks into the workpiece which weaken it. And for tools using polycrystalline diamond (PCD) grains embedded in a carbide matrix, grinding can pull out individual grains, creating voids.
Conversely, EDM generally can’t be used with non-conductors including (monocrystalline diamond) MCD and chemical vapor deposited diamond (CVD-D) diamond tools. For PCD it can cut the carbide matrix, but not the diamond grains themselves. Thus, the finished cutting edge consists of grain breakouts and voids which are typically half the grain size, which is completely unacceptable when working with larger grain sizes.
EWAG AG (Etziken, Switzerland) a manufacturer of high-precision tool grinding machines has solved this problem by using an ultrafast laser. Specifically, their Laser Line Ultra is a complete, integrated system for fabricating tools, such as cutting tool inserts, rotary tools, mill bits and drill bits, which incorporates a Coherent Hyper Rapid 50 ultrafast laser (which produces up to 50 watts of average power, and can be configured for 100 watts).
The advantage of the ultrafast laser is that it can vaporize virtually any material, including diamond, to produce a cutting edge, which is of a very high quality and is free of chips. For substrates which contain relatively large diamond granules, the laser can even ablate a part of a diamond grain to maximize edge smoothness. This quality level is virtually impossible to achieve using traditional, mechanical machining methods. Furthermore, laser processing enables the tool edge to be contoured with a precise shape, and even concave forms can be achieved. The result is both the capability for enhanced tool functionality, as well as extended tool lifetime, since it is well established that slightly rounded cutting edges wear better over time than sharper edges, which have a tendency to chip.
- Contact Information
- Name: Petra Wallenta
- Email: petra.wallenta@coherent.com
- Website: www.coherent.com